




Laser Cutting Machine Repair Guide: Lenses, Water Flow Flying Cut Solutions
2025-08-08




Fiber Laser Cutting Machine Troubleshooting Guide
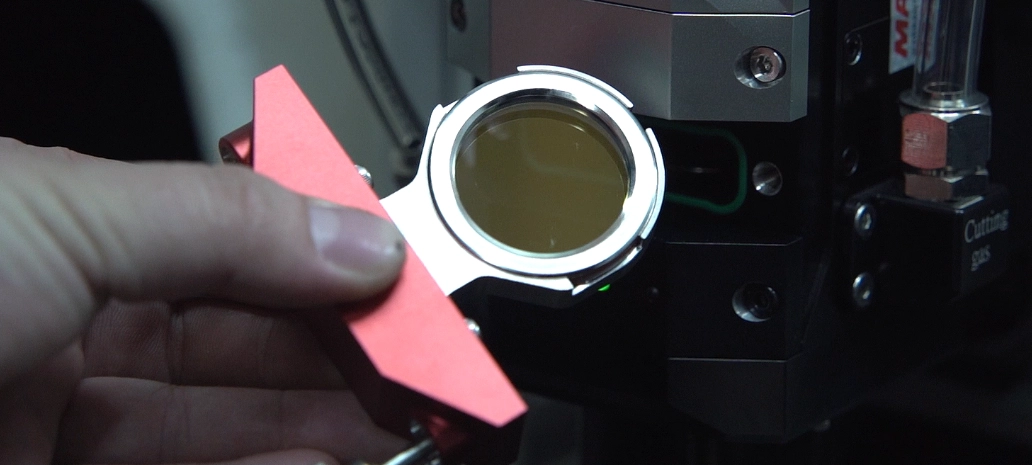
Problem 1: Frequent Protective Lens Burnout
Causes:
Contaminants on lens surface absorbing laser energy
Insufficient or misaligned assist gas flow
Cutting unsuitable materials with wrong parameters
Damaged or poor-quality lens holder
Incorrect focus position or power density
Diagnostic Steps:
For black spots: Check piercing parameters and focal position
Verify start delay in global parameters is set to 0
For white spots: Check air compressor maintenance and tank drainage
Inspect lens optical quality
Solutions:
Adjust start delay to at least 200ms
Drain air tank daily (2-3 times in hot weather)
Replace with original manufacturer lenses
Problem 2: Flying Cut Interruptions
Causes:
Encoder direction error
Faulty encoder cable or feedback signal
Damaged control card
Solutions:
Reset encoder values by sending 10,000 pulses to X/Y axes
If display shows -10,000: Reverse encoder direction in platform config
If display shows 0: Check 15-core cable, then 62-pin connector, then control card

Problem 3: New Machine Water Flow Alarm
Causes:
Airlocks in cooling system
Partially closed water valves
Kinked coolant hoses
Low chiller coolant level
Solutions:
Bleed air from system by disconnecting hoses at laser head
Run pump until bubble-free flow is achieved
Check all valves are fully open
Inspect all hoses for kinks
Top up coolant to proper level
Maintenance Recommendations:
Daily: Drain air tank, inspect lenses
Monthly: Check chiller coolant level and temperature
Quarterly: Perform encoder calibration
For persistent issues, contact technical support with:
Machine model and serial number
Detailed description of problem
Any error codes displayed