How to Perfectly Cut Stainless Steel with a Fiber Laser Cutter?
2026-05-20




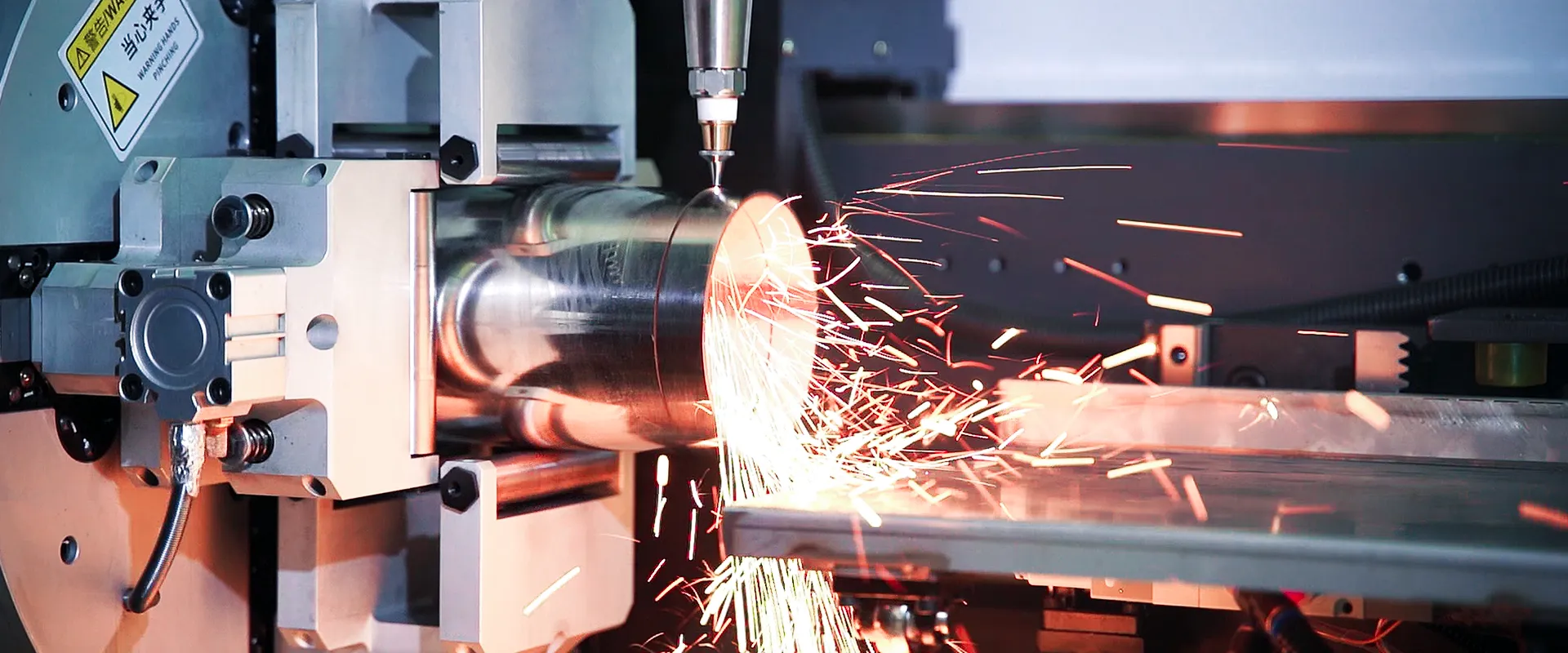
When cutting stainless steel with a laser cutter, do you face issues such as excessive burrs, rough edges, significant thermal distortion, and slow cutting speeds? These problems not only increase the cost of subsequent grinding processes but also affect product quality and delivery times.
If you want to solve these problems, read this blog post. You will learn how to achieve higher-quality stainless steel cutting with a fiber laser cutter.
Why Is Cutting Stainless Steel So Challenging?
Compared to cutting carbon steel, laser cutting machines face significantly greater challenges when cutting stainless steel, primarily due to the following characteristics:
High Thermal Conductivity: Stainless steel has a lower thermal conductivity than carbon steel, causing heat to accumulate more easily in the cutting area. While this aids in melting the material, it also increases the risk of an excessively large heat-affected zone and the likelihood of cutting distortion.
High Reflectivity: Compared to ordinary carbon steel, stainless steel has a lower laser energy absorption rate and requires greater stability in process parameters.
Impact of Alloying Elements: The presence of chromium in stainless steel makes it highly reactive with oxygen at high temperatures. If improper shielding gas or parameter settings are used, this can lead to severe oxidation and discoloration of the cut surface, compromising the material’s corrosion resistance.
Key Factors Affecting the Quality of Laser Cutting Stainless Steel
1. Laser Power
The power of the CNC laser cutting machine is the most critical factor determining the cutting capability and efficiency of stainless steel. Insufficient power can result in incomplete penetration or excessively slow cutting speeds; while higher power can increase speed, it also expands the heat-affected zone and increases the risk of material deformation.
2. Cutting Speed
Cutting speed directly affects the balance between production efficiency and cut quality. Excessively high speeds prevent molten metal from being fully expelled, resulting in slag buildup at the bottom and burrs; conversely, excessively low speeds cause overheating, expand the heat-affected zone, and increase surface roughness.
3. Focus Position
The position of the laser focus determines the energy density distribution of the beam on the material surface, significantly affecting cut width, surface roughness, and burr formation.
When cutting thin stainless steel sheets, the focus is typically set at the material surface or slightly above it to achieve a narrow cut and a smooth surface.
When cutting thick plates, the focal point is often placed inside the material to increase the width of the molten zone and improve molten material ejection.

4. Nitrogen vs. Oxygen: Which Gas Is Better Suited for Stainless Steel Cutting?
Nitrogen and oxygen are commonly used assist gases for stainless steel cutting, and there are significant differences in their cutting performance and suitable applications.
Each has its own advantages and disadvantages and is suitable for different scenarios:
| Comparison Factor | Nitrogen Cutting | Oxygen Cutting |
| Cutting Mechanism | Melts material with laser energy; nitrogen blows away slag | Melts material using both laser energy and heat from the oxygen-iron reaction |
| Edge Quality | Oxide-free, bright, silver-white; no post-processing needed | Oxidized layer, black or dark blue; requires grinding removal |
| Cutting Speed | Slower | Faster |
| Gas Cost | Higher | Lower |
| Cutting Thickness | Medium and thin sheets | Can cut thicker plates |
| Weldability | Excellent; can be welded directly without treatment | Poor; oxide layer must be removed before welding |
| Best Applications | Products requiring high appearance and weldability | Thick plate processing, where appearance is not critical, and efficiency is prioritized |
Oxygen is only economically viable for high-volume rough cutting where the appearance of the cut surface and corrosion resistance are not critical.
5. Material Quality
The inherent quality of the stainless steel sheet itself is a fundamental factor affecting cutting quality. Different batches of stainless steel may vary in chemical composition, surface condition, and residual stress, and these differences are amplified during the laser cutting process. Sheets with severe scale, oil contamination, or scratches on the surface are prone to instability and localized quality fluctuations during cutting.
6. Nozzle Condition
The orifice diameter, geometry, and concentricity of the nozzle directly affect the stability of the gas jet and the efficiency of molten material ejection.
The nozzle must be kept clean and inspected regularly. A damaged or deformed nozzle can cause turbulent gas flow, severely affecting cutting quality, and should be replaced promptly.

How to Achieve Burr-Free Stainless Steel Cutting
Bur-free cutting is one of the core objectives in stainless steel processing; it eliminates the need for subsequent grinding operations and significantly improves production efficiency. Achieving burr-free cutting requires comprehensive optimization of the following aspects:
1. Selecting the Appropriate Nozzle
First, select the appropriate nozzle size and model based on the thickness of the stainless steel. When cutting stainless steel with nitrogen, be sure to use a single-layer nozzle. Additionally, before laser cutting stainless steel, check the nozzle for damage and ensure proper roundness.
2. Correctly Match Laser Power and Cutting Speed
Burrs are often caused by a mismatch between the power and speed of metal laser cutting machines. If slag accumulates at the bottom, the speed should be appropriately increased. If the material is not being cut through, reduce the speed. Parameter adjustments should be made gradually.
3. Control Gas Pressure and Purity
Nitrogen cutting produces bright edges free of oxidation and burrs. Nitrogen purity should be no less than 99.99%, and pressure should be adjusted according to sheet thickness.
4. Ensure Correct Focus Position
Improper focus settings are the most common cause of fine, regular burrs. For stainless steel of varying thicknesses, the optimal focus position must be determined through testing. Generally, the thicker the sheet, the lower the focus should be set.
AORE Laser specializes in the R&D and manufacturing of high-performance CNC laser cutters, providing customized stainless steel cutting equipment and process support to metal processing companies worldwide. Contact the AORE Laser team for process evaluation and machine selection recommendations. Our technical team will recommend the most suitable laser cutting solution based on your specific processing requirements, helping you achieve higher-quality and more efficient stainless steel processing.

FAQ
Q1: What is the best gas to use for cutting stainless steel?
A1: For most applications, nitrogen is the best choice for cutting stainless steel. It produces oxidation-free, bright cut edges that can be welded immediately without any post-processing. Oxygen should only be considered to increase cutting speed when cutting plates thicker than 12 mm and when appearance is not a major concern.
Q2: Why does my stainless steel always have burrs after cutting?
A2: Burrs are the most common issue in stainless steel cutting. The main causes include: insufficient laser power, excessive cutting speed, low gas pressure, a focal point that is too high, or a damaged nozzle. You can troubleshoot and adjust the parameters one by one in this order.
Q3: Can a CO2 laser cut stainless steel?
A3: Yes, a CO2 laser can cut stainless steel, but only if the machine is a high-powered industrial system equipped with high-pressure assist gas.
Q4:How accurate is laser cutting?
A4: Tolerances are typically ±0.15 mm, depending on material and thickness.