Fiber Laser Cutting vs. Plasma Cutting: Processing Thin Metal Sheets
2026-03-16




In the metalworking industry, thin sheet metal processing is widely used across sectors such as electrical cabinet and chassis manufacturing, kitchenware and appliance housings, furniture and decorative metal components, and automotive parts.
Though seemingly straightforward, thin sheet processing demands high precision in cutting accuracy, minimal heat-affected zones, fast cutting speeds, and low post-processing costs. Inappropriate process selection may lead to issues like sheet deformation, rough edges, severe slag buildup, and the need for additional grinding and finishing.
The two most common technologies currently available are fiber laser cutting and plasma cutting. These methods show clear differences in cutting quality, speed, cost, and material applicability. This article provides a systematic comparison across multiple key dimensions to assist processing enterprises in making more informed equipment selection decisions.
How Fiber Laser Cutting and Plasma Cutting Work
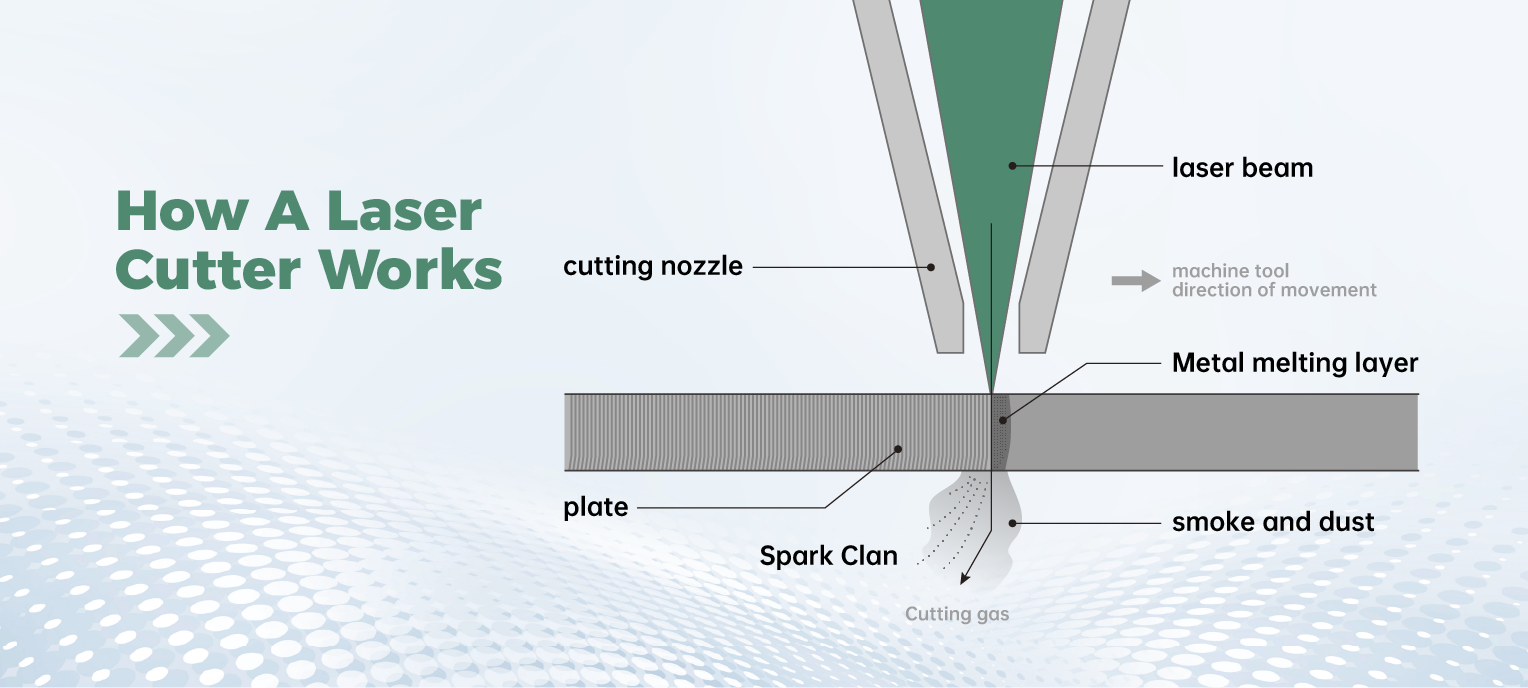
Laser cutting is a high-precision thermal processing technique. Fiber laser cutting transmits a high-energy laser beam through optical fibers, which is then focused into an extremely small spot via a lens. This causes localized instantaneous melting of the material, with molten metal blown away by an auxiliary gas. It features extremely high energy density, narrow kerfs, and minimal heat-affected zones.
Plasma cutting employs high-temperature arc technology. It ionizes gas into a plasma arc, melting metal and expelling molten material via high-velocity gas flow. This method offers strong cutting capability and is suitable for thicker metal plates.
While both technologies demonstrate advantages in thick-plate applications, their differences become particularly pronounced in thin-plate processing scenarios.
Fiber Laser Cutting vs. Plasma Cutting
1. Cutting Quality Comparison
In thin-sheet processing, cutting quality is often the primary concern for enterprises.
Key differences are reflected in the following aspects:
| Characteristic | Fiber Laser Cutting | Plasma Cutting |
| Cutting Accuracy | Extremely high positioning accuracy. | Lower precision but wider tolerance range. |
| Kerf width | Narrow (0.1–0.3 mm) | Wide (1–2 mm) |
| Cut Width | Narrow kerf, typically <0.1 mm. | Wider kerf width, approximately 1–2 mm. |
| HAZ | Minimal (<0.1 mm) | Larger (0.5–1 mm) |
| Edge Quality | Smooth, clean edges free of burrs. | May leave slag or rough edges requiring grinding or finishing. |
| Edge perpendicularity | Near 90° | Prone to beveling. |
| Slag formation | Virtually no slag inclusions | Typically requires secondary cleanup. |
For precision thin-plate components or products requiring direct assembly, fiber laser cutting offers distinct advantages in terms of quality.
2. Cutting Speed Comparison
In modern manufacturing facilities, production efficiency directly impacts unit costs.
Below is a comparison of cutting speeds between a 6 kW fiber laser cutter and a 170 A plasma cutting system when cutting 5-15mm carbon steel plates:
| Material and Thickness | Fiber Laser Cutting Speed (m/min) | Plasma Cutting Speed (m/min) |
| 5 mm carbon steel | 4.2-6 | 2.32 |
| 10 mm carbon steel | 1.8-2.3 | 2.68 |
| 15 mm carbon steel | 0.8-1.2 | 2.27 |
It is evident that when cutting sheets 5 millimeters or thinner, fiber laser cutting machines operate significantly faster than plasma cutters.
However, when cutting sheets 10 millimeters or thicker, plasma cutters achieve higher operating speeds. For high-volume production enterprises, this efficiency gap directly impacts production capacity and delivery cycles.
3. Cost Comparison
Typically, fiber laser cutters require a higher initial investment, while plasma cutters are more affordable. Yet equipment procurement costs represent only a portion of total expenses; long-term operational costs warrant greater attention.
| Characteristics | Fiber Laser Cutting | Plasma Cutting |
| Consumable Costs | Fewer moving parts, longer nozzle life, and minimal maintenance required. | Electrodes and nozzles require frequent replacement, resulting in ongoing consumable costs. |
| Maintenance Costs | Lower maintenance costs. | Daily maintenance is frequent, necessitating regular inspection of electrodes and the arc system. |
In addition, there are secondary processing costs—a factor often overlooked by many companies. Plasma cutting of thin sheets typically results in:
slag adhesion, burrs, and rough edges. These issues necessitate additional grinding, deburring, and surface finishing, whereas laser cutting usually allows direct progression to the next process.
4. Material Compatibility Comparison
Different materials exhibit varying degrees of suitability for cutting technologies.
Carbon steel: Both technologies are applicable, but laser cutting delivers superior quality.
Stainless Steel: Laser cutting delivers excellent results, while plasma cutting produces inferior surface quality.
Highly Reflective Materials (Aluminum, Copper, etc.): Laser requires specialized configurations (high power or custom optics). Plasma cutting can process aluminum, but it typically delivers lower quality compared with laser cutting, and it is less suitable for highly reflective metals such as copper.
Galvanized Steel: Laser enables stable processing, whereas plasma cutting often generates toxic fumes.
Thus, in multi-material processing environments, lasers offer superior adaptability.
Advantages of AORE Fiber Laser Cutting Machines in Thin Sheet Processing
AORE has implemented multiple technical optimizations for high-speed thin sheet processing, enabling outstanding efficiency and stability.
In practical applications, AORE laser cutting machines are widely used in: electrical cabinet manufacturing, metal furniture production, and decorative metal fabrication. These industries typically demand high precision, high efficiency, and large-volume production, where AORE machines maintain consistent processing quality.
A representative model is the AORE PU Fully Protective High-Speed Sheet Laser Cutting Machine series, which offers distinct advantages in speed, stability, and automation.
Its high-rigidity bed structure and high-speed gantry motion system are ideal for thin sheet high-speed processing.
The lightweight beam structure minimizes inertial effects during high-speed operation.
A high-dynamic-response servo system ensures precision in complex contour cutting.
The fully enclosed protective structure not only minimizes fume leakage to improve workshop conditions but also enhances operational safety.
How to Choose for Your Thin Sheet Processing Business
Based on the above analysis, sheet metal laser cutting machines offer distinct advantages in thin metal sheet processing across the following aspects.
If your requirements are:
Pursuing high-quality cutting → Choose a fiber laser cutting machine
Primarily processing thick plates with budget constraints → Consider plasma cutting machines
Thin plates constitute the core business → Fiber laser cutting machines offer greater long-term competitiveness
For enterprises planning equipment upgrades or capacity expansion, sample cutting tests are recommended to obtain more accurate process data.
AORE's technical team can provide equipment selection recommendations and services based on your material types, plate thickness ranges, and production volume requirements.

Frequently Asked Questions
Is a fiber laser the right tool for cutting thin stainless sheets?
Yes, and it delivers excellent results. Fiber laser cutters offer faster speeds with smooth, clean edges and minimal burrs. This makes them widely used in kitchenware, decoration, and medical device manufacturing.
How to Cut Film-Covered Sheet Metals Cleanly?
Fiber laser cutting machines are typically recommended for this task. To prevent damage to the coating, process the coated side first with the uncoated side facing down. Install pneumatic devices on the bottom surface to prevent machine supports from scratching the sheet. Position the laser head approximately 10mm above the material, reduce power settings, perform a preliminary burn-through to remove protective film along the path, then execute the final cut.
How do you cut intricate shapes in sheet metal?
Laser cutting machines are suitable. For cutting intricate shapes on thin to medium-thickness metal sheets, laser cutting is typically the most appropriate technology. It delivers exceptional precision, narrow kerfs, and clean, burr-free edges, often eliminating the need for secondary processing.
What is a heat-affected zone HAZ?
The heat-affected zone (HAZ) is the region on a metal surface that has not been melted but has undergone changes in microstructure and properties due to the high temperatures generated by welding or cutting. This typically manifests as increased brittleness, reduced strength, and heightened susceptibility to corrosion or cracking.